





Tarkkuussorvauskykymme takaavat poikkeuksellisen tarkkuuden: mittatarkkuus (halkaisijatoleranssi ±0,003–0,01 mm, pituustoleranssi ±0,005–0,02 mm, askelkorkeus ±0,01 mm, sovitustoleranssi H5–H7); geometrinen ja paikannustarkkuus (pyöreys 0,002–0,005 mm, sylinterimäisyys 0,003–0,008 mm, samankeskisyys 0,005–0,01 mm, kohtisuora 0,008–0,02 mm, yhdensuuntaisuus 0,01–0,03 mm, ulosajo 0,01–0,03 mm); pinnan laatu (karheus Ra 0,2–1,6 μm; tarkkuussorvaus Ra 0,4 μm; ultratarkkuussorvaus Ra 0,1–0,2 μm); mittauskonsistenssi (erän poikkeama ±0,005 mm, Cpk ≥ 1,67, vakaa 6σ-kyky); ja laitteiden tarkkuus (karan pyörimistarkkuus 0,001–0,002 mm, paikannustarkkuus ±0,002 mm, toistettavuus ±0,001 mm).
|
mittatarkkuus |
OD |
ID |
T (C) |
DP |
R |
|
yksikkö: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Geometrinen tarkkuus |
pyöreys |
koaksiaalisuus |
suoruus |
sylinterimäisyys |
profiilin toleranssi |
|
yksikkö: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
tuotantokapasiteettia |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
|
tuotantosykli |
3-20 päivää |
3-20 päivää |
3-20 päivää |
3-20 päivää |
3-20 päivää |
Sanluo Precision käyttää edistyneitä laitteita tarkkuussorvaukseen: korkean tarkkuuden sorvit (MAZAK/DMG MORI/OKUMA; 5 000 rpm karan nopeus; C-akselin/Y-akselin interpolointi; tarkkuus ±0,003 mm); Sveitsin tyyppiset sorvit (CITIZEN/STAR/TSUGAMI; pituuden ja halkaisijan suhde ≥50:1; 0,005 mm:n samankeskisyys); 5-akseliset sorvausjyrsinkeskukset (yksi-asetuksen koneistus); hydrostaattiset laakerit (0,001 mm:n pyörimistarkkuus; nestejäähdytteinen vakiolämpötilan kompensointi); maahantuodut leikkaustyökalut (Kyocera/Mitsubishi/Sandvik; PVD-pinnoite); laseranturit (±0,001 mm prosessin aikana automaattisella kompensaatiolla); ja CMM:t (0,003 mm off-line-tarkastus).
Ammattimainen valmistaja, joka on erikoistunut tarkkuussorvaukseen, Sanluo Precision ylläpitää tiukkaa prosessinhallintaa: CAM-ohjelmisto tarkkuustyöstöradan ohjelmointiin, parametrien optimointiin ja simulointiin; tarkka parametrien säätö (karkea sorvaus ap=1–3 mm nopeaan massan poistoon; puoliviimeistelysorvaus ap=0,2–0,5 mm tarkkuuden parantamiseksi; viimeistelysorvaus ap=0,05–0,15 mm mittatarkkuuden varmistamiseksi); vakiolämpöinen leikkausneste (20°C) lämpömuodonmuutoksen minimoimiseksi; ensimmäisen tuotteen täysimittainen tarkastus (erätuotanto alkaa vasta CMM/valkovalointerferometrin tarkastuksen jälkeen); SPC (Statistical Process Control), joka käyttää Xbar-R-kaavioita, reaaliaikaista Cpk-laskentaa, trendianalyysiä ja ennaltaehkäiseviä säätöjä; ja työkalun käyttöiän valvonta (automaattinen vaihto kulumisen ja korjausarvon päivityksen jälkeen). Tarjoamme ammattimaisia, räätälöityjä tarkkuussorvauspalveluita globaaleille asiakkaille.
|
Parametriluokka |
Yksityiskohdat |
|
Malli |
Hardinge® T-sarjan SP® |
|
Ydinsovellus |
Erittäin tarkka koneistus ja kova sorvaus |
|
Työkalun kapasiteetti |
12 työkalua |
|
Karan nopeus |
4 000 rpm, 5 000 rpm, 6 000 rpm |
|
Vakioteho |
11 kW, 15 kW, 26 kW |
|
Kokonaismitat |
Pituus: 2 489 mm, 3 257 mm Leveys: 2 121 mm, 2 312 mm Korkeus: 2 089 mm, 2 123 mm |
|
Koneen paino |
5 940 kg, 7 800 kg |
|
Tyypillinen käyttö |
tarkkuussorvaustyöstöosien käsittely |
|
Parametriluokka |
Yksityiskohdat |
|
Malli |
136CNC korkean tarkkuuden sorvauskeskus |
|
Merkki |
Schaublin |
|
Ydinpaikannus |
Yhdistää korkean tarkkuuden ja tehokkuuden ja pystyy suorittamaan vaativia tarkkuustyöstötehtäviä |
|
Lämpötilan ohjausjärjestelmä |
Täysi koneen lämpötilan säätöjärjestelmä pitää kaikki komponentit toiminnassa vakiolämpötilassa lämpömuodonmuutosten estämiseksi |
|
Avaimen tarkkuus |
Pyöreys: 0,2 μm; Pinnan karheus: Ra 0,05 μm |
|
Tornijärjestelmä |
Varustettu upouudella Sauter-tornilla, työkalutolpan paikannustarkkuus: ±1 μm |
|
C-akselin tarkkuus |
2 kaarisekuntia |
|
Koneistuskapasiteetti |
Kova sorvaus HRC65:een asti, titaaniseoksen koneistus |
|
Ydinedut |
Ylivoimainen koneistustarkkuus ja erinomainen yhtenäisyys |
|
Tyypillinen sovellus |
Tarkkuussorvausosien käsittely |


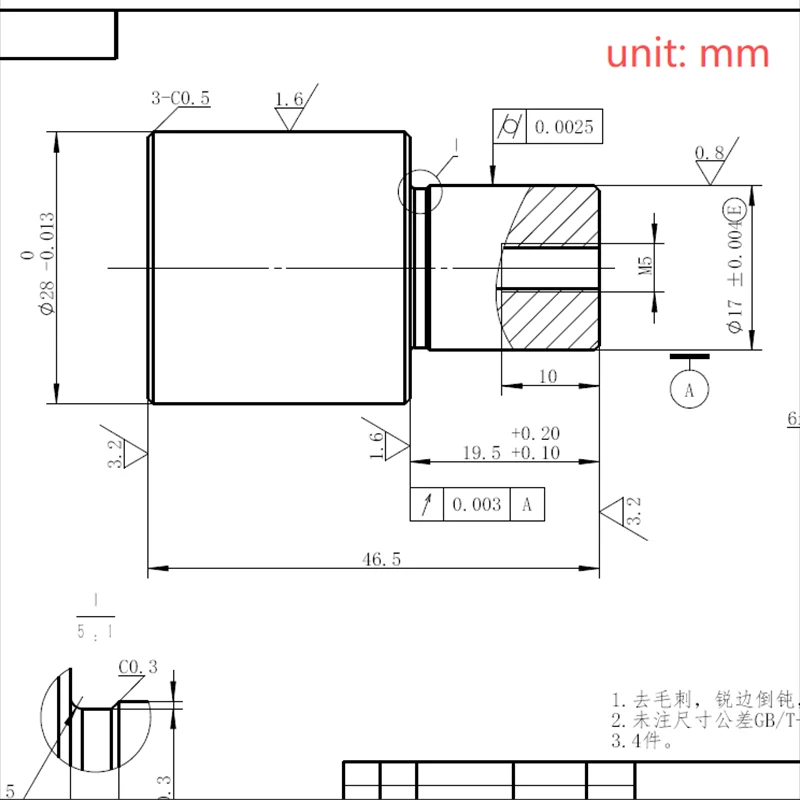


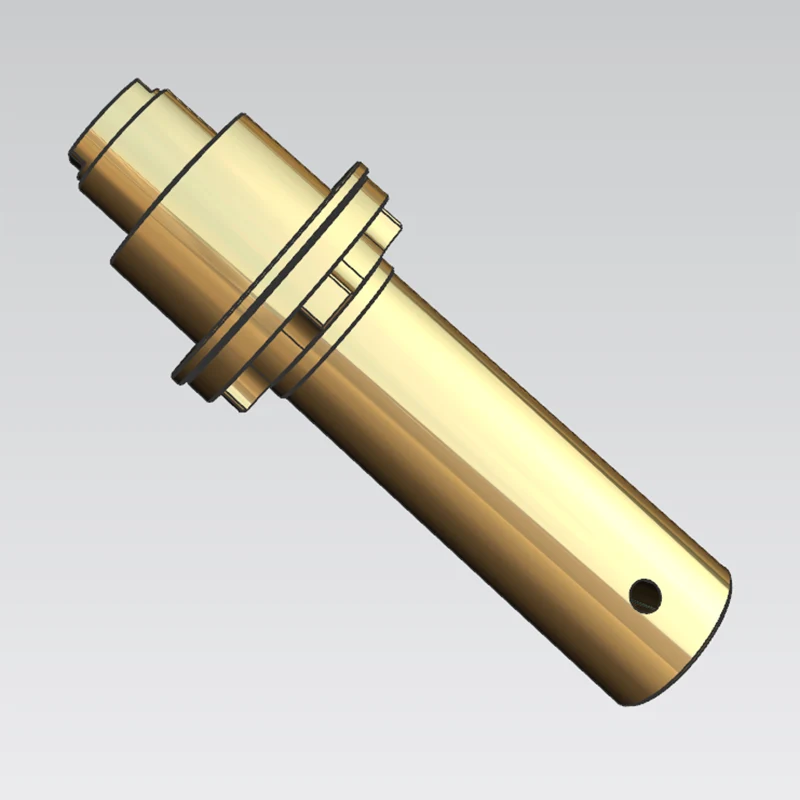
Työkappale: Roottorikiinnitys 50-sarjan teollisuusmoottoreille
Materiaali: TC4 titaaniseos
Käyttökohde: Teollisuusmoottoreiden kantava ja liitäntäkomponentti. Tuotteen on täytettävä kaksi vaatimusta rakenteellisesta keveydestä ja suuresta lujuudesta vaihtelevissa kuormissa, mikä edellyttää erittäin tiukkaa geometristen ja mittatoleranssien valvontaa.

Piirustustiedot: Kriittisen liitossisäreiän ja ulkohalkaisijan välisen koaksiaalisuuden on oltava ≤0,02 mm; kaikkien määrittelemättömien geometristen toleranssien on oltava GB/T 1184-h -standardin mukaisia; tiukkaa valvontaa vaaditaan myös päätypinnan ulosajoa ja ulkoprofiilin sijaintitarkkuutta suhteessa sisäisiin paikannusuriin.
Luontaiset materiaalihaasteet: TC4-titaaniseoksella on erittäin alhainen lämmönjohtavuus ja korkea sitkeys/sitkeys, mikä johtaa hitaaseen lämmön hajaantumiseen leikkauksen aikana. Tämä tekee materiaalista alttiita työkalun tarttumiselle, työkappaleen taipumiselle (työkalun työntö pois) ja paikalliselle lämpömuodonmuutokselle. Perinteinen CNC-sorvaus – jota haittaavat useiden asetusten virheet ja työkalun riittämätön jäykkyys – ei pysty jatkuvasti täyttämään mikronitason geometrisia toleranssivaatimuksia.
Aiemmat ulkoistamisongelmat: Alkuperäinen toimittaja käytti tavanomaista sorvausprosessia, joka sisälsi useita asetuksia; koaksiaalisuus ylitti jatkuvasti toleranssit. Asennuksen jälkeen moottoreissa esiintyi liiallista tärinää ja melutasoa (ylittää suunnittelukynnykset) sekä kuormittamattomana että kuormitettuna, ja toistuva korjaustyö ei onnistunut saattamaan osia standardiin.
3.1. Kiinnitysprosessin optimointi: Hylättiin usean asennuksen lähestymistapa yhden asennuksen menetelmän hyväksi käyttämällä yhtenäistä perustietoa. Ulkohalkaisija, päätypinta ja vastakkainen sisäreikä viimeistellään yhdellä toimenpiteellä, mikä eliminoi täysin useiden asetusten aiheuttamat peruspisteen siirtovirheet.
3.2. Karkeatyöstövaran ohjaus: Tasainen 0,2 mm:n viimeistelyvara on varattu kaikille kriittisille liitospinnoille. Tämä estää epätasaisen massan aiheuttamat epätasapainoiset leikkausvoimat viimeistelyvaiheessa ja minimoi entisestään työkalun työntämisen riskiä. 3.3. Leikkauksen jäähdytys ja parametrien sovitus: Jatkuvaa suihkujäähdytystä, jossa käytetään äärimmäisen paineen leikkausnestettä, joka on erityisesti suunniteltu TC4-titaaniseokselle, käytetään koko prosessin aikana lämmön nopeasti haihduttamiseen ja lämpömuodonmuutosten hillitsemiseen. Viimeistelyvaiheen aikana erikoisleikkausparametrit – alhaiset nopeudet ja suuret syöttönopeudet – sovitetaan yhteen erittäin jäykkillä, tärinää vaimentavilla työkaluilla, jotka vähentävät titaaniseoksille ominaista elastista taipumaa.
3.4. Monimutkaisten rakenteiden viimeistely: Koska sisäisiä kohdistusrakoja ja asennusreikiä ei voida muodostaa yhdellä kääntötoiminnolla, räätälöityjä paikannuskiinnittimiä käytetään myöhempään käsittelyyn; tämä minimoi kiinnittimen aiheuttamat toistettavuusvirheet ja varmistaa, että urien ja sisäisten reikien sijaintitarkkuus suhteessa peruspisteeseen vastaa vaatimuksia.
Kattavat tarkastuslaitteet: Koordinaattimittauskone (CMM) ja erittäin tarkka pyöreyden mittauslaite; 100 % kriittisten mittojen tarkastus.
Mitatut tarkkuustiedot: Koaksiaalisuus sisä- ja ulkohalkaisijoiden välillä on jatkuvasti ≤0,01 mm; päätypinnan juoksu on ≤0,008 mm. Kaikki muoto- ja sijaintitoleranssit sekä mittatoleranssit ovat sekä suunnittelupiirustusten että kansallisen GB/T 1184-h -standardin mukaisia.
Projektipalaute: Prototyyppinäytteet läpäisivät asiakkaan kolmannen osapuolen hyväksymistestin ensimmäisellä yrityksellä. Roottorin kiinnitys osoitti erinomaista asennussovitusta, ja täysin kootun moottorin tärinä- ja käyttömelutasot palasivat suunnittelustandardien tasolle. Sarjatuotantoyksiköt toimivat tällä hetkellä vakaasti kentällä; rakenteelliset lujuus- ja keveysmittarit täyttävät kaikki käyttövaatimukset, minkä vuoksi asiakas määrittelee tämän pitkäaikaiseksi ulkoistetuksi sopimukseksi kaikille myöhemmille saman mallin tilauksille.
Työkappale: 70B-sarjan nopea teollisuusmoottorin käyttöakseli.
Raaka-aine: Karkaistu ja karkaistu 40Cr teräs; valmis pohjakovuus HRC 32–36.
Sovellusskenaario: Sydänakselikomponentti nopeaan pyörivään tehoon; altistetaan pitkäaikaiselle, korkeataajuiselle, nopealle toiminnalle, mikä vaatii poikkeuksellista väsymislujuutta, pyörimistarkkuutta ja dynaamista tasapainoa.
Pakolliset tarkkuusspesifikaatiot: Useiden kriittisten liitäntätappien koaksiaalisuus ≤0,01 mm; tapin päätypinnan kulku ≤0,01 mm. Lisäksi päätypinnan kierrereikien ja kehäkiilaurien paikannustarkkuutta on valvottava suhteessa tapin peruspisteeseen. Haasteet materiaalin alkuprosessoinnissa: Karkaisun ja karkaisun jälkeen 40Cr substraatin kovuus kasvaa, mikä johtaa korkeaan leikkauskestävyyteen ja nopeaan kulumiseen tavanomaisissa kovametallityökaluissa; suurnopeusleikkauksen aikana akseli on altis muodonmuutokselle, joka johtuu leikkausjännityksen vapautumisesta ja työkalun säteittäisistä taipumista, mikä johtaa pyörimistarkkuuden menettämiseen.
Asiakkaan aiemman ulkoistetun prosessoinnin ongelmakohdat: Entinen toimittaja käytti segmentoituja sorvaus- ja moninkertaisia kiinnitysasetuksia, mikä johti jatkuvasti liiallisiin tappien koaksiaalisuusvirheisiin ja epäonnistumiseen dynaamisen tasapainon standardeissa; moottori tärisi voimakkaasti suuren nopeuden käytön aikana, ja toistuva korjaustyö ei ratkaissut jännityksen aiheuttamaan muodonmuutokseen ja kiinnitysvirheisiin liittyviä ongelmia.
3.1. Integroitu kiinnitys ja koneistus: Yksittäinen kiinnitysasetus, jossa käytetään yhtenäistä peruspistettä, mahdollistaa monivaiheisten sylinterimäisten pintojen ja yhteenliittyvien päätypintojen työstön samanaikaisesti, mikä eliminoi epäjohdonmukaisten peruspisteiden aiheuttamat ongelmat segmentoidussa käsittelyssä.
3.2. Työstövaran ja lastunpoiston optimointi: Kriittisten tappien karkeatyöstössä varataan tasainen 0,3 mm:n viimeistelyvara; korkeapaineista sisäistä jäähdytysjärjestelmää käytetään huuhtelemaan leikkausvyöhyke reaaliajassa, jäähdyttäen samanaikaisesti osaa ja poistaen lastut, mikä estää toissijaisen pinnan naarmuuntumisen ja minimoi lämpömuodonmuutoksen.
3.3. Viimeistelystrategia: Valitaan erittäin hienojakoiset, erittäin jäykät kovametallityökalut, ja progressiivista kerrosten vähentämisprosessia käytetään vähentämään asteittain sisäisiä leikkausjännityksiä ja hallitsemaan työkalun säteittäistä taipumaa, mikä varmistaa pitkän akselin komponenttien mittavakauden.
3.4. Apuominaisuuksien viimeistely: Päätypintojen kierrereiät ja kehäkiilaurat työstetään erityisillä koaksiaalisilla asemointikiinnittimillä, jotka on kohdistettu tapin pyörimispisteeseen, mikä varmistaa, että näiden ominaisuuksien asennon tarkkuus täyttää vetotoleranssit.
Kattavat tarkastuslaitteet: Coordinate Measuring Machine (CMM), erittäin tarkka pyöreyden testauslaite ja dynaaminen tasapainotesteri; kaksinkertainen täyden mittakaavan tarkastus, joka kattaa sekä mitat että dynaamisen tasapainon. Mitatut tarkkuustiedot: Monivaiheisen tapin koaksiaalisuus on jatkuvasti ≤0,008 mm ja aksiaalinen juoksu on ≤0,005 mm; kaikki geometriset ja sijaintitoleranssit täyttävät vaatimukset, ja roottorin akseli läpäisee alkuperäisen dynaamisen tasapainotestin ilman uudelleentasapainotusta.
Projektin toteutuspalaute: Prototyypit läpäisivät hyväksymistarkastuksen ensimmäisellä kerralla, ja tärinä- ja melutasot nopean käytön aikana ovat teollisuusmoottoreiden kansallisten standardien mukaisia; erätuotetuissa akseleissa ei ole jännityksen aiheuttamaa muodonmuutosta tai epänormaalia kulumista käytön aikana, ja lujuus ja pyörimisvakaus täyttävät pitkän aikavälin huoltovaatimukset, mikä johtaa pitkäaikaiseen ulkoistuskumppanuuteen asiakkaan kanssa.
Osoite
Guangmingin alue, Shenzhen City, Guangdongin maakunta, Kiina
Puh
Sähköposti









