





CNC-jyrsintätoimintomme yhdistävät sorvauksen, jyrsintä-, poraus-, kierre- ja poraustoiminnot yhdeksi koneeksi. Kara tukee sekä pyörivää sorvausta että paikallaan olevaa jyrsintää, kun taas koordinoitu C-akselin ja Y-akselin liike mahdollistaa monimutkaisten osien täydellisen työstön yhdellä kokoonpanolla. Laitteiden tekniset tiedot sisältävät: karan nopeudet 50–5000 rpm; C-akselin 360° indeksointitarkkuus ±5″; 8–16 jännitteistä työkalua nopeudella 6 000–12 000 rpm; ja Y-akselin liike ±50–150 mm epäkeskisten poikkireikien koneistukseen. Koneistusominaisuudet kattavat sorvaushalkaisijat φ10–500 mm, jyrsintäleveydet 100–400 mm, poraushalkaisijat φ1–50 mm ja kierrekoot M3–M48. Työstötarkkuus sisältää sorvauksen ±0,01 mm, jyrsinnän ±0,02 mm, C-akselin indeksoinnin ±10″ ja pinnan karheuden Ra 0,8–3,2 μm.
|
mittatarkkuus |
OD |
ID |
T (C) |
DP |
GD |
|
yksikkö: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.001 |
|
Geometrinen tarkkuus |
pyöreys |
koaksiaalisuus |
suoruus |
sylinterimäisyys |
Asennon toleranssi |
|
yksikkö: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
tuotantokapasiteettia |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
|
tuotantosykli |
3-20 päivää |
3-20 päivää |
3-20 päivää |
3-20 päivää |
3-20 päivää |
Varustettu kattavalla valikoimalla tarkastusinstrumentteja ja mittaustyökaluja, mukaan lukien: CMM:t, näönmittausjärjestelmät, profiiliprojektorit, laserhalkaisijamittarit, laserinterferometrit, pinnan karheusmittarit, pyöreysmittauslaitteet, työkaluvalmistajan mikroskoopit, stereomikroskoopit, mikrometrit, nastamittarit, kellomittarit, korkean tarkkuuden kierremittarit, kierteiden korkeus- ja kovuusmittarit, mikrometrit mittareita.
Sanluo Precision tarjoaa merkittäviä etuja CNC-jyrsintäsorvauksessa: Yhden asennuksen käsittely (soveltuu sorvaukseen, jyrsintään, poraukseen, kierteitykseen ja poraukseen yhdellä kertaa; eliminoi puristusvirheet; saavuttaa 0,01 mm:n samankeskisyyden ja 0,02 mm:n kohtisuoran); Lisääntynyt tehokkuus (yksi kone korvaa useita yksiköitä; tehokkuus parani 50–70 prosenttia); Taattu tarkkuus (yhden asennuksen yhtenäinen peruspiste varmistaa korkean geometrisen toleranssin tarkkuuden; samankeskisyys, kohtisuoraisuus ja paikannustarkkuus on parannettu 30 %); Pieni jalanjälki (yksi kone korvaa 3–5 yksikköä; säästää 60 % lattiatilaa; vähentää investointeja); Lyhennetyt läpimenoajat (poistaa prosessien väliset siirrot ja odotusajat; tuotantosykliä lyhennetään 40–60 %); Vähentynyt työvoima (yksi kuljettaja konetta kohden; työvoimakustannuksia leikattu 60 prosenttia).
Ammattimaisena CNC-jyrsintäsorvauksen valmistajana Sanluo Precision on alan johtava teknologia. Laitemerkit: Tuodut 5-akseliset samanaikaiset työstökeskukset Japanista ja Saksasta (MAZAK Integrex, DMG MORI CTX, OKUMA Multus); Karajärjestelmä (sisäänrakennettu kara, jonka nopeus on 5000 rpm, teho 30–50 kW, suuri vääntömomentti ja raskas leikkauskyky); Live-työkalutorni (12 asemaa, nopeus 12 000 rpm, 7,5 kW teho); CNC-järjestelmät (FANUC 31i / SIEMENS 840D, 5-akselinen samanaikainen ohjaus ja RTCP/TCP-ohjaus); Renishaw-anturit (prosessinaikainen tarkastus ja automaattinen kompensointi ±0,005 mm tarkkuudella); UG/Mastercam-ohjelmisto (automaattinen ohjelmointi, työstöradan optimointi ja simulaation tarkistus). Yritys tarjoaa ammattimaisia, räätälöityjä sorvausjyrsintäpalveluita maailmanlaajuisille asiakkaille.
|
Parametriluokka |
Parametrien tiedot |
|
Laitteen malli |
HAKEMISTO G220 |
|
Ydinpaikannus |
Joustava ja tehokas koneistus |
|
Konfiguroinnin joustavuus |
Konfiguroitavissa 3 revolverilla, työkalumakasiini jopa 169 työkaluasemalla |
|
Liikeakselien lukumäärä |
Jopa 16 liikeakselia |
|
Työstöominaisuudet |
Siinä on tilava työstöalue, joka mahdollistaa samanaikaisen koneistuksen kolmella työkalulla ilman törmäysvaaraa |
|
Tyypilliset sovellukset |
Pienten ja keskikokoisten monimutkaisten akselityökappaleiden CNC-jyrsintä koneenrakennus-, puolijohde- ja ilmailualoilla |
|
Parametriluokka |
Parametrien tiedot |
|
Laitteen malli |
M30 |
|
Ydinpaikannus |
Suurien ja monimutkaisten osien täydellinen koneistus yhdellä kiinnityksellä |
|
Akseleiden ja toimintojen lukumäärä |
Pystyy 4-akseliseen sorvaukseen ja 5-akseliseen jyrsintään, mikä tekee työkappaleiden täydellisen 6-sivuisen koneistuksen |
|
Koneistuskapasiteetti |
Pystyy työstämään monimutkaisia akseli- ja levyosia, joiden kääntöhalkaisija on Φ320 mm, maksimi työstöpituus 1000 mm |
|
Laajennetut prosessit |
Voi myös toteuttaa hammaspyörän leikkaamisen tai syvän reiän porauksen tarpeen mukaan |
|
Ydinedut |
Voi suorittaa lähes kaikki kylmätyöstöprosessit, mukaan lukien sorvaus, jyrsintä, poraus, syväreiän poraus, hionta ja hammaspyörän työstö yhdellä kiinnityksellä |
|
Tyypilliset sovellukset |
CNC-jyrsintä siipipyörät, siivet, potkurit, raskaat generaattorin roottorit, suuret dieselmoottorin kampiakselit jne. |




Sanluo Precision on erikoistunut CNC-jyrsintätoimintoihin hyödyntäen kypsää koneistusteknologiaa, kattavaa tuotannonohjausjärjestelmää ja vuosien tarkkuusvalmistuksen kokemusta. Käytämme "single-setup" -muovausprosessia eliminoidaksemme täysin kumulatiiviset virheet, jotka liittyvät monivaiheiseen käsittelyyn ja toistuvaan kiinnitykseen. Vaikeasti työstettäville materiaaleille, kuten korkeakoville alumiiniseoksille ja erilaisille ruostumattomille teräksille, optimoimme leikkausstrategiat ja parametrit ratkaistaksemme tehokkaasti alan laajuiset haasteet, kuten rakennetun reunan (BGE), työkalun taipuma ja lämpömuodonmuutos. Alla on tosielämän tuotantotapaustutkimus:
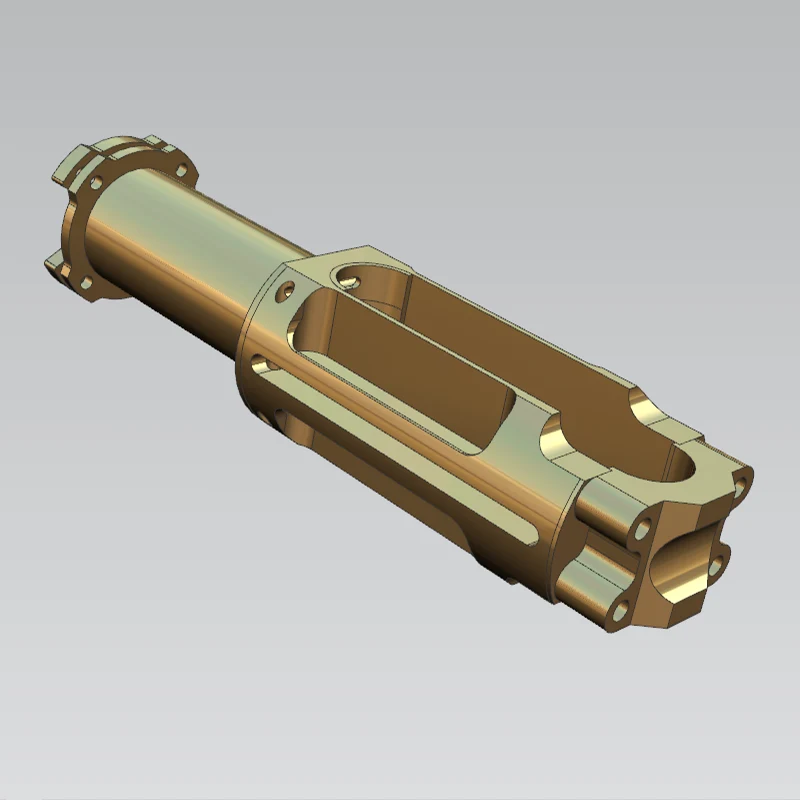
Tämä tuote on kotimaisen autoalan T&K-yrityksen kehittämän uuden moottorin ydinkomponentti, joka on valmistettu 7075-T6 alumiiniseoksesta. Tämä materiaali on suhteellisen kovaa ja altis ongelmille, kuten kasaantuneelle reunalle ja lämpömuodonmuutokselle koneistuksen aikana; Lisäksi tuote vaatii tiukkoja standardeja yleiselle koneistustarkkuudelle ja toiminnan vakaudelle.
Asiakas vaati tiukkaa valvontaa useille avainmitoille ja geometrisille toleransseille: Φ50 ulkohalkaisijan toleranssi, Φ77/Φ78 koaksiaalisuus, 23 ± 0,01 mm toleranssi tapin reiässä ja useita sijaintitoleranssivaatimuksia 0,02 mm. Perinteiset erilliset sorvaus- ja jyrsintäprosessit eivät pystyneet tehokkaasti hallitsemaan useiden asetusten aiheuttamia virheitä; näin ollen asiakas määritteli mylly-turn (turn-mylly) -prosessin käytön.
Näiden työstöhaasteiden ratkaisemiseksi käytimme jyrsintäsorvaustyöstökonetta kaikkien toimintojen suorittamiseen – mukaan lukien ulkohalkaisija, päätypinta, laipan reiät, tapin reikä ja sivuurat – yhdellä asennuksella. Karkean koneistuksen aikana säilytimme 0,3 mm:n työstövaran kriittisillä pinnoilla ja käytimme jatkuvaa korkeapaineisen emulsion jäähdytysnesteen kiertoa lämpömuodonmuutosten estämiseksi. Viimeistelyssä käytimme erikoistyökaluja optimoiduilla hitailla nopeuksilla ja syöttöparametreilla eliminoidaksemme kokonaan 7075-alumiiniin liittyvät kasaantuneet reunaongelmat, mikä varmistaa erinomaisen pinnan laadun.
Valmistuttuamme teimme kattavat tarkastukset kaikista tärkeimmistä mitoista ja geometrisista toleransseista käyttämällä koordinaattimittauskonetta (CMM). Todelliset mittaukset osoittivat, että koaksiaalisuus oli hallinnassa 0,01 mm:n sisällä ja nastan reikien toleranssit pidettiin jatkuvasti ±0,005 mm:ssä, ja kaikki mittarit täyttivät suunnitelman vaatimukset 100%. Asiakkaan toimittamat näytteet läpäisivät penkkitestin ensimmäisellä kerralla; kokoaminen ja toiminta sujuivat sujuvasti, ei mitään tarttumista tai tarttumista.
Asiakas oli aiemmin käyttänyt peräkkäistä työstöä, mutta kiinnitysvirheet aiheuttivat pysyviä poikkeamia koaksiaalisessa ja paikannustarkkuudessa, joita ei voitu ratkaista toistuvista uudelleentyöstämisestä huolimatta. Sorvausjyrsintäyhdistelmä eliminoi useat puristusvirheet lähteellä ja ratkaisi perusteellisesti nämä pitkäaikaiset laatuongelmat. Tämä näyteerä toimii tällä hetkellä vakaasti moottorilaitteissa. Asiakas arvostaa erittäin korkeasti koneistuksen tarkkuutta ja toimitustehokkuutta, minkä jälkeen hän myöntää meille pienierätilauksia – mikä on vahva vahvistus erittäin tarkkojen alumiiniseoskomponenttien sorvausjyrsintäkomposiittikoneistuksen erinomaisista eduista.
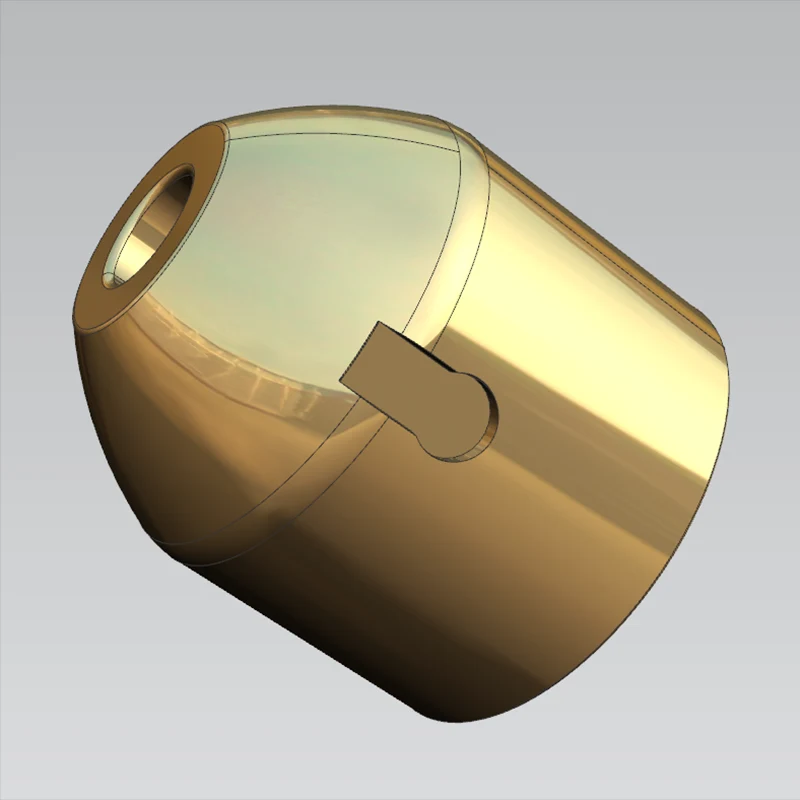
Tämä pumppupää on kotitalouksien nestelaitteiden valmistajan ydinkomponentti, jota käytetään korkeapainepumppukokoonpanoissa. Ruostumattomasta 1Cr18Ni9-teräksestä valmistettu tuote vaatii erittäin korkeat tiivisteen eheydet ja geometriset toleranssit.
Tärkeimmät asiakkaan vaatimat tekniset tiedot sisälsivät: koaksiaalisuus 0,03 mm sisäreiässä Φ12, pyöreys 0,015 mm sisäreiässä Φ9 ja erityiset paikannustarkkuusvaatimukset kahdelle M12-kierrereikään. Ruostumattoman teräksen materiaalin suuren tahmeuden vuoksi – mikä usein johtaa muodostuneeseen reunaan (BGE) ja työkalun taipumiseen – perinteisellä peräkkäistyöstyksellä oli vaikeuksia täyttää tiukat toleranssit. asiakas vaati nimenomaisesti sorvausjyrsintäkomposiittikoneistuksen käyttöä.
Käytimme integroitua sorvauskoneistuskeskusta ulkohalkaisijan, päätypinnan, sisäreikien ja kierrereikien koneistuksen suorittamiseen yhdellä asennuksella. Karkean koneistuksen aikana kriittisille sisärei'ille varattiin 0,2 mm:n vara ja korkeapaineista jäähdytysnestettä käytettiin läpikotaisin lastujen huuhtelemiseksi pois ja tehokkaasti estämään kasaantuneita reunaongelmia. Viimeistelyyn valitsimme ruostumattomasta teräksestä valmistetut erikoistyökalut, pienemmät leikkausparametrit ja tiukasti valvotun työkalun taipuman. Kierrereiät koneistettiin prosessin aikana toissijaiseen kiinnitykseen liittyvien virheiden eliminoimiseksi.
Täysiulotteinen tarkastus käyttämällä koordinaattimittauskonetta (CMM) vahvisti tulokset: koaksiaalisuus pysyi vakaana 0,02 mm:n sisällä, sisäreiän pyöreys säädettiin 0,01 mm:n sisällä ja kierrereikien sijaintitarkkuus täytti kaikki vaatimukset. Tuote läpäisi vastaanottotarkastuksen ensimmäisellä kerralla, ja tiivistyskyky täytti täysin toimintastandardit. Aikaisemmin asiakas käytti peräkkäisten prosessointivaiheiden kautta valmistettuja tuotteita; kiristyspoikkeamat aiheuttivat koaksiaalisen rajan ylityksen, mikä johti jatkuviin vuotoongelmiin pumpun rungossa asennuksen jälkeen. Sorvausjyrsintäyhdistelmäprosessin käyttöönotto ratkaisi täysin puristusvirheet ja eliminoi vuotoriskin. Tämä pumppupäiden erä on sittemmin toiminut jatkuvasti ja vakaasti kentällä vuosia, ja kumppanuus on säilynyt vakaana, mikä vahvistaa entisestään sorvausjyrsintäkomposiittikoneistuksen arvoa erittäin tarkkojen ruostumattomasta teräksestä valmistettujen nestekomponenttien osalta.

Tämä komponentti on kotimaisen teollisuuslaiteyrityksen valmistaman harjattoman moottorin ydinosa. Valmistettu 304 ruostumattomasta teräksestä, se vaatii tiukkaa geometristen toleranssien ja pinnan karheusvaatimusten noudattamista.
Asiakkaan tärkeimmät tarkastuskriteerit sisälsivät sisä- ja ulkohalkaisijoiden välisen koaksiaalisuuden, päätypinnan aksiaalisen juoksun ja sivukiilauran asennontarkkuus. Suunnitelmissa täsmennettiin, että kriittisten yhteenliittymien pintojen koaksiaalisuus on säädettävä 0,01 mm:n sisällä, ulkopinnan karheuden tuli saavuttaa Ra 0,1 ja pinnan oli oltava vapaa purseista ja naarmuista. Ruostumattoman 304-teräksen suuren sitkeyden ja "tahmeuden" vuoksi – mikä usein aiheuttaa muodostuneen reunan (BTE) ja työkalun taipuman – perinteinen peräkkäinen käsittely ei voinut täyttää toleranssivaatimuksia; siksi valittiin sorvausjyrsintäyhdistelmäprosessi.
Sorvausjyrsintäkomposiittikoneella suoritimme ulkohalkaisijan, päätypinnan, sisäreiän ja sivukiilauran koneistuksen yhdellä asennuksella. Karkeatyöstössä kriittisiin pintoihin jätettiin 0,2 mm:n vara ja koko ajan käytettiin korkeapaineista jäähdytysnestettä estämään materiaalin tarttuminen työkaluun. Viimeistelyssä käytimme erikoistyökaluja ja optimoituja leikkausparametreja työkalun taipuman tarkkaan hallintaan; kiilaura muodostettiin synkronisesti osana integroitua prosessia, jolloin vältyttiin uudelleenkiinnitykseen liittyvät virheet.
Työstön jälkeen teimme kattavat tarkastukset koordinaattimittauskoneella (CMM) ja pinnan karheusmittarilla. Mittaustulokset osoittivat koaksiaalisuudeksi ≤ 0,008 mm, aksiaaliseksi juoksuksi ≤ 0,005 mm ja pinnan karheudeksi Ra 0,1, ja kaikki mittarit täyttivät vaatimukset. Tuote läpäisi hyväksymistarkastuksen ensimmäisellä kerralla; moottorin kokoonpano eteni sujuvasti ja tärinä- ja melutasot käytön aikana pysyivät ihanteellisilla alueilla.
Sitä vastoin aiemmin peräkkäisellä prosessoinnilla hankitut tuotteet eivät olleet täyttäneet suunnittelustandardeja puristusvirheiden vuoksi, jotka aiheuttivat liiallisia koaksiaalisuuspoikkeamia ja johtivat korkeisiin tärinätasoihin moottorin käytön aikana. Sorvausjyrsintäkomposiittikoneistuksen avulla puristusvirheet eliminoidaan niiden lähteellä, mikä ratkaisee tehokkaasti laitteiden toimintahäiriöt. Kotelon etuosan massatuotanto etenee tällä hetkellä tasaisesti; asiakas on ilmaissut tyytyväisyytensä sekä tuotteen tarkkuuteen että pinnan laatuun, ja pitkäaikainen kumppanuus on säilytetty – mikä osoittaa täysin CNC-myrsijyrsintäkomposiittikoneistuksen edut tarkkojen ruostumattomien moottorikomponenttien valmistuksessa.
Osoite
Guangmingin alue, Shenzhen City, Guangdongin maakunta, Kiina
Puh
Sähköposti









