



Tehdassorvauskoneistuksessamme yhdistyvät sorvaus- ja jyrsintäprosessit. Sorvaukseen kuuluu työkappaleen pyörittäminen työkalun syöttämisen aikana ulkohalkaisijoiden, sisäreikien, päätypintojen ja kierteiden leikkaamiseksi; se soveltuu pyöriville osille, joiden halkaisija on 5–800 mm, tarkkuusluokat IT7–IT9 ja pinnan karheus Ra 0,8–6,3 μm. Jyrsintä sisältää pyörivän työkalun tasojen, urien ja ääriviivojen leikkaamisen; se soveltuu neliömäisille tai epäsäännöllisen muotoisille osille, joiden jyrsintäleveys on 50–1000 mm, tarkkuus ±0,02–0,1 mm ja pinnan karheus Ra 1,6–6,3 μm.
Yhdistetty prosessi – olipa sitten sorvaus ja sen jälkeen jyrsintä, jyrsintä ja sen jälkeen sorvaus tai vuorotellen näiden kahden välillä – hyödyntää sorvausta varmistaakseen samankeskeisyyden ja jyrsinnän koneistustasoihin, uriin ja reikiin, mikä johtaa monimutkaisten osien korkeaan tarkkuuteen ja tehokkuuteen.
|
mittatarkkuus |
OD |
ID |
T (C) |
DP |
SH |
|
yksikkö: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Geometrinen tarkkuus |
pyöreys |
koaksiaalisuus |
suoruus |
sylinterimäisyys |
samankeskisyys |
|
yksikkö: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
tuotantokapasiteettia |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
1 ~ 999999 kpl |
|
tuotantosykli |
3-20 päivää |
3-20 päivää |
3-20 päivää |
3-20 päivää |
3-20 päivää |
Varustettuihin tarkastusinstrumentteihin ja mittaustyökaluihin kuuluvat: CMM:t, näönmittausjärjestelmät, profiiliprojektorit, laserhalkaisijamittarit, laserinterferometrit, pinnan karheusmittarit, pyöreysmittauslaitteet, työkaluvalmistajan mikroskoopit, stereomikroskoopit, mikrometrit, neulamittarit, kellomittarit, korkean tarkkuuden mikrometrit, elektroniset korkeusmittarit, kierremittarit, jarrusatulat, rajoittimet ja mittalaitteet.
Sanluo Precisionin jyrsintäsorvausominaisuudet tarjoavat merkittäviä etuja: Täydentävät toiminnot (sorvaus sopii pyöriville pinnoille; jyrsintä sopii litteisiin ja monimutkaisiin muotoihin; yhdistelmä laajentaa työstettävien osien valikoimaa, mukaan lukien akselit, kiekot, kotelot ja juoksupyörät); Parannettu tarkkuus (sorvaus varmistaa samankeskisyyden ja pyöreyden; jyrsintä varmistaa tasaisuuden ja kohtisuoran; yhdistelmällä saavutetaan korkea geometrinen toleranssitarkkuus, kuten 0,02 mm:n samankeskisyys ja 0,03 mm:n kohtisuoraisuus); Lisääntynyt tehokkuus (optimoitu karkean ja viimeistellyn sorvauksen/jyrsintäjärjestys mahdollistaa nopean materiaalin poistamisen samalla kun varmistetaan tarkkuus, mikä lisää tehokkuutta 30–50 %); Ylivoimainen pinnanlaatu (sorvaus saavuttaa Ra 0,8–3,2 μm ja jyrsintä Ra 1,6–6,3 μm, mikä johtaa sileään lopputulokseen); Kustannusten vähentäminen (vähemmän prosessivaiheita; yksi moniajokone vaatii vähemmän investointeja ja lattiatilaa kuin useat erilliset koneet); ja korkea sopeutumiskyky (joustava yksiosaiseen tai pieniin eriin, mutta silti erittäin tehokas massatuotantoon).
Ammattimaisena sorvauskonevalmistajana Sanluo Precision tarjoaa kattavat ja luotettavat palvelut. Laitekokoonpano: Sorvauslaitteet (30 CNC-sorvia/sorvauskeskusta; halkaisija φ10–800 mm; IT7 tarkkuusluokka); Jyrsintälaitteet (20 pystysuoraa/vaakasuuntaista työstökeskusta; liike 500–2000 mm; tarkkuus ±0,01 mm); Jyrsintälaitteet (10 Mazak/DMG Mori 5-akselista jyrsintäkeskusta, jotka tukevat yksivaiheista koneistusta); Tarkastuslaitteet (CMM, pyöreyden mittauslaite, karheusmittari ja näkömittausjärjestelmä 0,003 mm:n tarkkuudella täysimittaiseen tarkastukseen); Tekninen tiimi (20 prosessiinsinööriä, 30 ohjelmoijaa, 50 teknikkoa); ISO9001-järjestelmä (ensimmäisen artikkelin tarkastus, prosessinaikainen partiotarkastus, lopputuotteen täydellinen tarkastus; 99 %:n läpäisyaste). Yritys tarjoaa ammattimaisia, räätälöityjä jyrsintäkoneistuksia kansainvälisille asiakkaille.
|
Parametriluokka |
Parametrien tiedot |
|
Laitteen malli |
842-sarja |
|
Merkki |
Schaublin |
|
Ydinpaikannus |
Erittäin tarkka kone monimutkaisiin sovelluksiin, sopii myös kovaan sorvaukseen |
|
Akselin konfigurointi |
Konfiguroitavissa Y-akselilla ja jopa 7 interpolointiakselilla |
|
Karan tarkkuus |
Karan poikkeuksellinen geometrinen tarkkuus on alle 0,5 μm |
|
Koneistuskapasiteetti |
Suurin kääntöhalkaisija: 360 mm; Suurin kääntöpituus: 398 mm |
|
Tornijärjestelmä |
Erittäin tarkka radiaalinen torni VDI30 16 asemalla |
|
Valinnainen kokoonpano |
Alakara ja toinen torni ovat saatavana lisävarusteina |
|
CNC-järjestelmä |
FANUC-järjestelmä |
|
Tyypilliset sovellukset |
tarkkuusjyrsintäsorvausosat jne |
|
Parametriluokka |
Parametrien tiedot |
|
Laitteen malli |
HAKEMISTO MS16-6 Plus |
|
Ydinpaikannus |
Moniakselinen tehokas ja monikäyttöinen koneistus |
|
Akselien ja karojen lukumäärä |
6 työkaraa ja 2 synkronista karaa |
|
Koneistuskapasiteetti |
Tangon halkaisija: 16 mm (22 mm Plus-versiossa) |
|
Karajärjestelmä |
Suurin nopeus: 10 000 rpm; Suurin teho: 15 kW; Suurin vääntömomentti: 18 Nm |
|
Työkalupostijärjestelmä |
Jopa 12 työkalutolppaa |
|
Ydintoiminnot |
Tukee monikulmion sorvausta, jyrsintää, poikkireiän purseenpoistoa ja muita työstötekniikoita |
|
CNC-järjestelmä |
iXpanel-käyttöjärjestelmä perustuu Siemens S840D sl |
|
Ydinedut |
Lyhyt työkalun vaihtoaika, tehokas suorituskyky ja lyhyt apuaika; pystyy kaksinkertaiseen kolmiakseliseen koneistukseen |
|
Tyypilliset sovellukset |
tarkkuusjyrsintäsorvausosat jne |




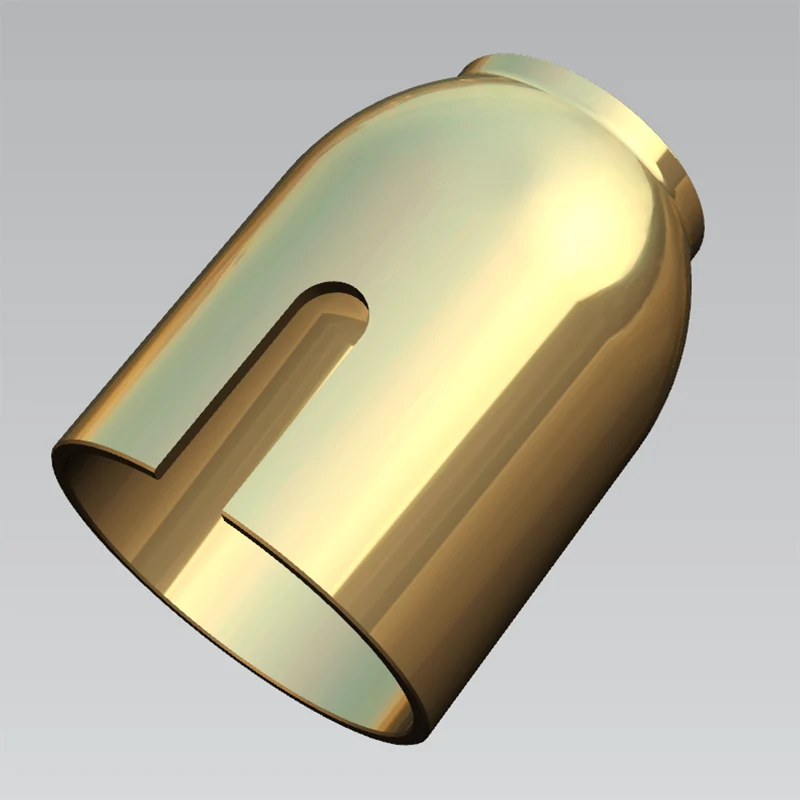
Tämä tuote on ydinkomponentti, joka on räätälöity lääketieteellisen teknologian yritykseen Shanghaissa. Valmistettu 316L ruostumattomasta teräksestä, sitä käytetään implantoitavissa lääketieteellisissä laitteissa. Tuote noudattaa tiukkoja lääkealan standardeja koskien korroosionkestävyyttä, pinnan laatua ja erilaisia geometrisia mitoitus- ja toleranssivaatimuksia (GD&T).
Tilaaja määritteli kriittiset tekniset vaatimukset: sisäreiän ja ulkohalkaisijan välinen koaksiaalisuus, aksiaalinen juoksu ja ulkomuotoillun pinnan mittatarkkuus. Avainliitospinnat vaativat koaksiaalisuuden toleranssin säädön 0,01 mm:n sisällä ja ulkopinnan karheutta Ra ≤ 0,8. Valmiin työkappaleen tuli olla purseeton ja naarmuton, ja se oli täysin lääketieteellisten pintavaatimusten mukainen. Koska ruostumaton 316L-teräs on erittäin sitkeä – mikä tekee siitä alttiita työkalun tarttumiselle ja taipumiselle – perinteiset erilliset sorvaus- ja jyrsintäprosessit eivät voineet taata samanaikaisesti pinnan tarkkuutta ja sijaintitoleransseja. Näin ollen asiakas täsmensi jyrsintäsorvaustekniikan käyttöä.
Vastataksemme näihin koneistushaasteisiin käytimme jyrsintäsorvauskeskusta integroituun työstöyn, joka suoritti kaikki toiminnot – mukaan lukien ulkohalkaisijan, sisäreiän, muotoillun pinnan ja sivuurat – yhdellä asennuksella. Karkeassa työstövaiheessa kriittisille pinnoille jätetään 0,2 mm:n työstövara ja korkeapaineinen jäähdytysjärjestelmä huuhtelee jatkuvasti pois lastut, mikä estää tehokkaasti ruostumattoman teräksen tarttumisen leikkuutyökaluun. Viimeistelyvaiheessa käytetään erikoistyökaluja hitailla nopeuksilla ja suurilla syöttöparametreilla; Tarkka työkalun taipuman hallinta varmistaa kaarevan profiilin tarkkuuden, kun taas sivuuran samanaikainen työstö eliminoi uudelleenkiinnitykseen liittyvät virheet.
Valmistuttuamme suoritamme kattavat tarkastukset kaikista kriittisistä mitoista ja spesifikaatioista käyttämällä koordinaattimittauskonetta (CMM) ja pinnan karheusmittaria. Mitatut tulokset osoittavat, että koaksiaalisuus on johdonmukaisesti hallinnassa 0,03 mm:n sisällä, aksiaalinen juoksu ei ylitä 0,01 mm ja pinnan karheus on Ra0,8 – kaikki täyttävät piirustuksen vaatimukset. Tuote läpäisi vastaanottotarkastuksen ensimmäisellä kerralla, koottiin sujuvasti ja täytti kaikki lääkinnällisiltä laitteilta vaadittavat puhtaus- ja tarkkuusstandardit.
Asiakkaan edellinen toimittaja käytti monivaiheista koneistusprosessia; toistuva kiinnitys aiheutti poikkeamia kaarevasta profiilista ja häiriöitä kokoonpanon aikana – ongelmia, joita ei voitu ratkaista täysin useista uudelleentyöstöyrityksistä huolimatta. Sorvausjyrsintäkomposiittikoneistusprosessimme eliminoi puristusvirheet niiden lähteellä ja voitti tämän haasteen onnistuneesti. Tämä erä moottorin päätykappaleita toimii tällä hetkellä vakaasti implantoitavissa lääketieteellisissä laitteissa; sekä korroosionkestävyys että toimintakyky vastaavat asiakkaan odotuksia. Tuloksena syntynyt pitkäaikainen kumppanuus osoittaa täysin sorvausjyrsintäkomposiittikoneistuksen poikkeuksellisen arvon erittäin tarkkoihin, lääketieteellisiin ruostumattomiin teräskomponentteihin.
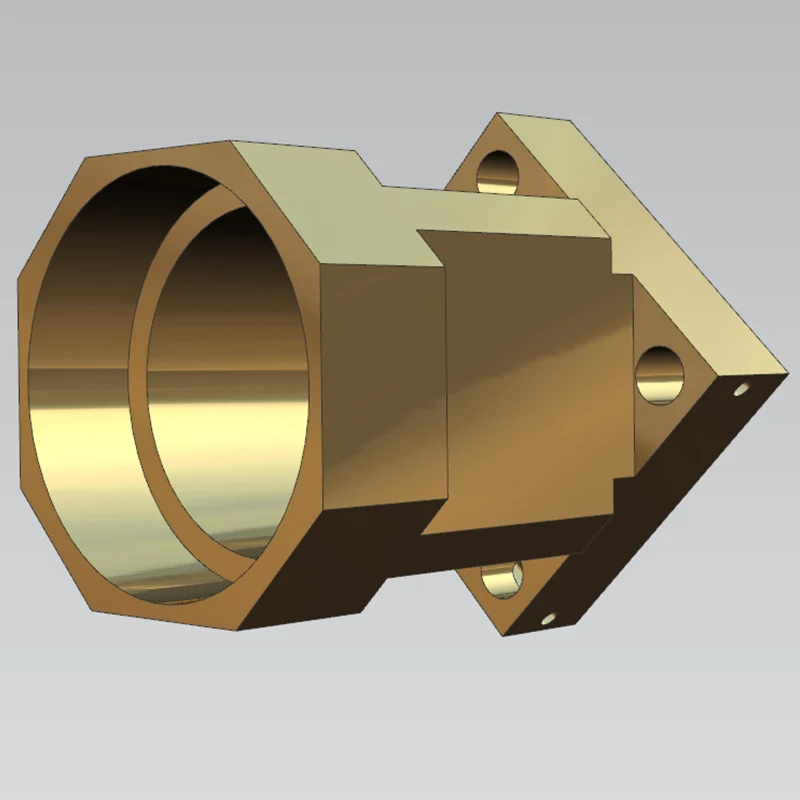
Tämä ruostumattomasta teräksestä valmistettu holkki toimii BOSCH-automaatiolaitteiden ydinohjauskomponenttina. Ruostumattomasta teräksestä valmistettu ja tarkkuusvaihteistomekanismeissa käytetty se vaatii erittäin korkeita koaksiaalisuuden, paikannustarkkuuden ja pinnan laadun vaatimuksia.
Tärkeimmät asiakkaan tarkastusstandardit sisältävät: sisäreiän ja ulkohalkaisijan välinen koaksiaalisuus, aksiaalinen ulostulo sekä pitkän sivuraon ja paikannusreikien paikannustarkkuus. Piirustusspesifikaatiot edellyttävät tiukasti kriittisten yhteensopivien pintojen koaksiaalisuuden toleranssin olevan 0,05 mm:n sisällä sekä ulkohalkaisijan ja sisäreiän pyöreyden ja sylinterimäisyyden tiukat rajoitukset. Kaikista ulkoreunoista tulee olla purseet ja säteet, ja työkappaleen pinnassa ei saa olla naarmuja tai purseita. Ruostumaton teräs on altis tartunnalle ja työkalun taipumiselle koneistuksen aikana; perinteinen monivaiheinen prosessointi kamppailee täyttääkseen samanaikaisesti tiukat muoto-, suunta- ja sijaintitoleranssit. Tämän seurauksena asiakas määritteli sorvausjyrsintäyhdistelmän työstöprosessin.
Käytimme sorvausjyrsintä työstökeskusta saavuttaaksemme "yhden luukun" tuotantoprosessin, jolloin suoritimme ulkohalkaisijan, sisäreiän, päätypinnan, sivurakojen ja reikien paikantamisen yhdessä kokoonpanossa. Karkeatyöstössä kriittisille alueille varattiin 0,2 mm:n viimeistelyvara ja korkeapaineista jäähdytysnestettä levitettiin kauttaaltaan lastujen huuhtelemiseksi pois ja työkalun estämiseksi tarttumasta työkappaleeseen. Viimeistelyssä käytimme ruostumattomasta teräksestä valmistettuja erikoistyökaluja ja säädimme leikkausparametreja työkalun taipuman tarkkaan hallintaan; sivuurat ja kohdistusreiät koneistettiin samanaikaisesti uudelleenkiinnityksen aiheuttamien tarkkuuspoikkeamien eliminoimiseksi.
Valmiille osille tehtiin kattava tarkastus Coordinate Measuring Machine (CMM) ja pinnankarheusmittarin avulla. Mitattu koaksiaalisuus pysyi vakaana 0,03 mm:n sisällä, päätypinnan juoksua säädettiin 0,01 mm:n sisällä, ja kaikki sijainti- ja mittatoleranssit täyttivät suunnitelman vaatimukset. Näytteet läpäisivät tarkastuksen ensimmäisellä kerralla; kokoonpano oli saumaton, ja tärinä- ja melutasot laitteiden käytön aikana pysyivät hyvin suunnittelurajoissa.
Aikaisemmin monivaiheisella prosessoinnilla valmistetut osat kärsivät puristusvirheistä johtuvista koaksiaalisuus- ja paikannustarkkuusongelmista, jotka johtivat toistuviin jumiutumiseen ja epänormaaliin meluon käytön aikana – ongelmia, joita toistuva korjaustyö ei ratkaissut. Sorvausjyrsintäyhdistelmä eliminoi kiristysvirheet perusteellisesti. Tämä holkkierä on nyt vakaassa, pitkäaikaisessa käytössä automatisoiduissa laitteissa, ja se täyttää kaikki toiminnan vakauden ja istuvuuden vaatimukset. Myöhemmät suuret tilaukset on edelleen uskottu meille, mikä vahvistaa entisestään sorvausjyrsintäkomposiittikoneistuksen merkittäviä etuja korkealaatuisten teollisten ruostumattomien teräskomponenttien osalta.

Osoite
Guangmingin alue, Shenzhen City, Guangdongin maakunta, Kiina
Puh
Sähköposti









