




Ammattimaisena 5-akselisen koneistuksen valmistajana ja toimittajana Kiinassa Sanluo Precision hallitsee 5-akselisen samanaikaisen koneistuksen monimutkaisille osille ja tarjoaa räätälöityjä palveluita huippuluokan teollisuudenaloille, kuten ilmailuteollisuudelle, autoteollisuudelle, lääketieteellisille laitteille ja energialaitteille. Saavutamme monimutkaisten pintojen ja erikoisrakenteiden tarkan koneistuksen täyttäen täysin edistyneen valmistuksen tiukat vaatimukset.
| Mittojen tarkkuus | OD | ID | DP | SW | GD |
| Yksikkö: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Geometrinen tarkkuus | Pyöreys | Koaksiaalisuus | Sylinterimäisyys | Symmetria | Aseman toleranssi |
| Yksikkö: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Tuotantokapasiteetti | 1 ~ 999999 kpl | 1 ~ 999999 kpl | 1 ~ 999999 kpl | 1 ~ 999999 kpl | 1 ~ 999999 kpl |
| Tuotantosykli | 3-20 päivää | 3-20 päivää | 3-20 päivää | 3-20 päivää | 3-20 päivää |
Tarkastuslaitteet:CMM, näönmittausjärjestelmät, projektorit, laserhalkaisijamittarit, laserinterferometrit, karheusmittarit, pyöreysmittarit, työkalumikroskoopit, stereomikroskoopit, mikrometrit, nastamittarit, mittakellot, korkeusmittarit, jarrusatulat, mittarilohkot, kovuusmittarit, kierremittarit.
Ammattimaisena 5-akselisen koneistuksen valmistajana olemme erinomaisia monimutkaisten vapaamuotoisten pintojen koneistuksessa ilmailu-, auto-, lääketieteen ja energia-aloilla. 5-akselinen samanaikainen teknologiamme yhdistettynä edistyneeseen CAM-ohjelmointiin ja erikoistyökaluihin takaavat korkean tarkkuuden, erinomaisen pinnan viimeistelyn ja työkalun jälkivaiheiden eliminoinnin.
Alarivi:Todistettu asiantuntemuksemme monimutkaisessa pintatyöstössä muuttaa haastavat geometriat tuotantovalmiiksi komponenteiksi, jotka täyttävät jatkuvasti vaativimmatkin alan standardit – prototyypeistä täysimittaiseen valmistukseen.
Tuemme 5-akselista koneistustamme maailmanluokan työstökoneilla, älykkäällä prosessiohjauksella ja kattavilla apujärjestelmillä. Tehtaamme takaa vakaan, toistettavan tarkkuuden keskikokoisille ja suurille osille prototyypeistä suuriin tuotantomääriin.
Alarivi:Integroidun laitekannan, älykkäiden prosessiohjausten ja tiukan prosessin sisäisen tarkastuksen ansiosta toimitamme vakaan, toistettavan 5-akselin tarkkuuden, joka pitää tuotantolinjasi käynnissä – ja laatustandardisi jatkuvasti ylittyen.
| Parametri | Yksityiskohdat |
| Malli | Micro5 |
| Ydinpaikannus | Erittäin dynaaminen ja erittäin tarkka mikro- ja arvokomponenttien koneistus |
| Avaimen tarkkuus | Toistakyky0,0005 mm, Paikannustarkkuus< 0,002 mm |
| Kara | Max nopeus60 000 rpm |
| Rakenne | Kompakti, kokonaispaino 550kg; kolmikerroksinen työkalumakasiini, jossa on 60 työkalua; lavajärjestelmään mahtuu 6 nollapistekiinnitystä |
| Energia ja ympäristö | Pieni kulutus (<500W), öljysumunkerääjällä |
| CNC-järjestelmä | Beckhoff (Saksa) |
| Matkailu (X/Y/Z) | 78/56/50 mm |
| Tyypilliset sovellukset | Mikrotekniikan komponentit, pienet jalometalliosat |
| Parametri | Yksityiskohdat |
| Malli | DMU 105 monoBLOCK |
| Ydinpaikannus | Suurien, monimutkaisten osien tarkka 5-akselinen koneistus |
| Akselit ja nivelet | 5-akselinen samanaikaisesti |
| Sängyn rakenne | GGG60 nodulaarinen valurauta, yksiosainen valu FEM-optimoitu jäykkyys 40 % korkeampi kuin perinteiset mallit |
| Avaimen tarkkuus | Ilmastointiakselien suora käyttö, indeksointitarkkuus ±1 kaarisek; pöydän paikannustarkkuus jopa 0,001 mm |
| Karajärjestelmä | HSK-A100-liitäntä, teho 44 kW, vääntö 288 Nm, nopeusalue 50-10 000 rpm |
| Matkailu (X/Y/Z) | 1 135 mm / 1 050 mm / 750 mm |
| Tärkeimmät edut | Lämpösymmetrinen rakenne vähentää lämpömuodonmuutoksia; valinnainen lavanvaihtaja ja prosessinaikainen mittaus automaatiota varten |
| Tyypilliset sovellukset | Tarkat 5-akseliset koneistetut komponentit |
| Parametri | Yksityiskohdat |
| Malli | JDGR400T |
| Ydinpaikannus | Mikronitason tarkkuus, tukee tehdassorvauskomposiittiprosesseja |
| CNC-järjestelmä | Itse kehitetty JD50, liikeohjausresoluutio 10nm |
| Kara | JD150S nopea sähkökara, HSK-A50, maksiminopeus 32 000 rpm |
| Avaimen tarkkuus | Toistettavuus mikronialueella; AC-akselin toistettavuus 4″ |
| Pyörivä pöytä | Kaksiakselinen suora käyttö, resoluutio 0,0001° |
| Työkalu-lehti | Ketjutyyppi, kapasiteetti 63 työkalua |
| Tärkeimmät edut | Koneella suoritettava mittaus kompensoi automaattisesti työkalun ja työkappaleen virheet ja varmistaa erän tuoton |
| Tyypilliset sovellukset | Tarkat 5-akseliset komponentit |
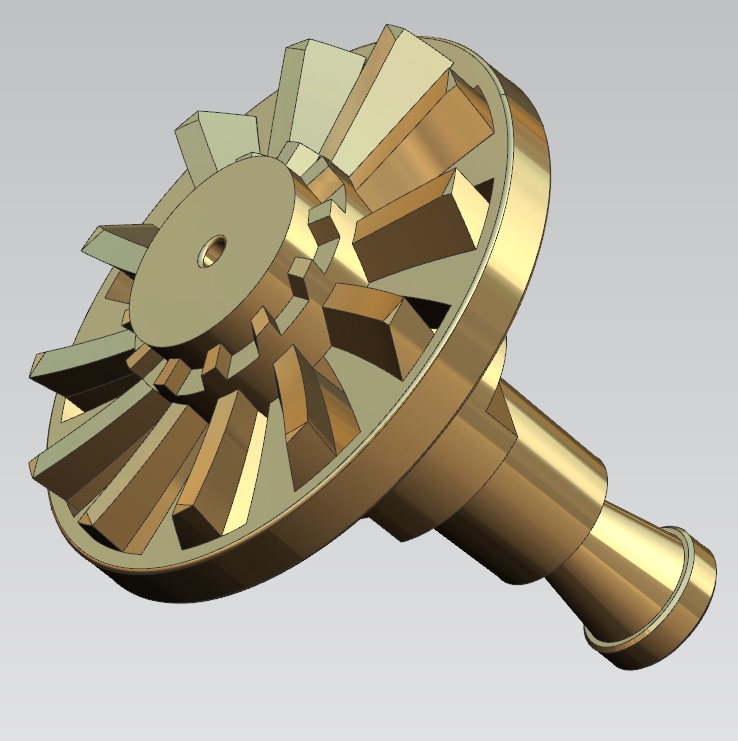
Tämä juoksupyörä on valmistettu austeniittisesta ruostumattomasta teräksestä SUS316, ja se toimii ydinvirtausta ohjaavana komponenttina brasilialaisen laitevalmistajan nestepainepumpuissa. Asiakas oli ottanut yhteyttä kolmeen edelliseen myymälään, jotka kaikki epäonnistuivat terän muodonmuutosten, koaksiaalisuusongelmien, mikroreiän tukkeutumisen ja huonon pinnanlaadun vuoksi. He löysivät meidät Google-haun kautta ja määrittelivät kolme tiukkaa vaatimusta: erän sakeus, mikronitason toleranssit ja purseeton nesteen kanssa kosketuspinnat.
Tärkeimmät piirustuksen tekniset tiedot:
Käytimme DMG MORI 5 -akselista työstökeskusta täydentämään koko juoksupyörä yhdellä kiinnityksellä välttäen useiden asetusten virheet. Prosessin vaiheet:
Tukilaitteet: korkeapaineinen jäähdytysneste, Renishaw'n prosessianturi työkalun kompensointiin ja automaattinen peruspisteen asetus 20 osan välein.
| Parametri | Esimerkki 1 | Näyte 2 | Näyte 3 | Vaatimus |
| Terän ulkohalkaisija φ31 | 31,004 mm | 30,998 mm | 31.001 mm | ±0,01 mm |
| Kulma 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Terän paksuus 0,68 | 0,667 mm | 0,679 mm | 0,685 mm | ±0,05 mm |
| Mikroreikä φ1,5 | 1,491–1,508 mm (10 reikää) | Asentovirhe max 0,021 mm | ±0,02 mm | |
| Koaksiaalisuus (piste A) | 0,003 mm | 0,004 mm | 0,003 mm | ≤0,005 mm |
| Kasvojen loppuminen | 0,010 mm | 0,013 mm | 0,011 mm | ≤0,015 mm |
| Terän pintaprofiili | max 0,018 mm | --- | --- | ≤0,02 mm |
| Pinnan karheus (nesteen kosketus) | Ra 0,32-0,38 μm | Liitospinnat Ra 0,62–0,75 μm | ≤0,4 / ≤0,8 | |
| Kovuus (HV) | 190-210 | Vastaava HRC <6 | ≤7 | |
Asiakastulos:Saatuaan ensimmäiset 50 kappaletta asiakkaan kolmannen osapuolen tarkastus vahvisti 100-prosenttisen vaatimustenmukaisuuden. Verrattuna aikaisempiin toimittajiin tärinä laski 70 %, melu väheni 16 dB ja mikroreiät pysyivät tukossa. Asiakas on nyt tehnyt vuositilauksia kaikille kolmelle juoksupyöräversiolle. Kirjallinen palaute: "Paras mittayhtenäisyys, mitä olemme koskaan nähneet ruostumattomasta teräksestä valmistetuissa juoksupyörissä."
10 kuukauden käytön jälkeen ei korroosiota, jännitysmuodonmuutoksia tai palautusvaatimuksia. Tarjoamme täydelliset tarkastusraportit jokaisesta erästä, 100 %:n tarkastuksen kriittisistä toleransseista ja ilmaisen korjaustyön kaikille vaatimustenvastaisille osille.
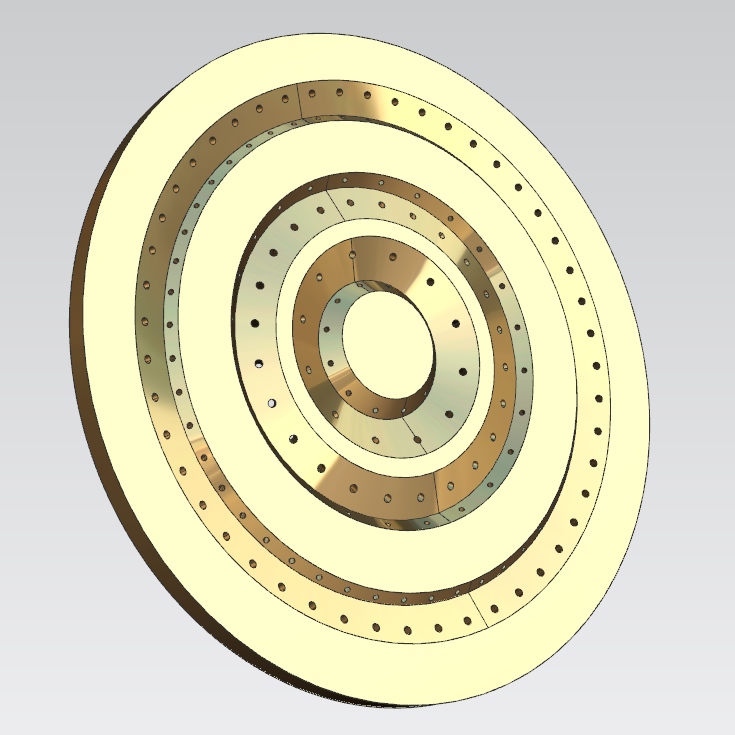
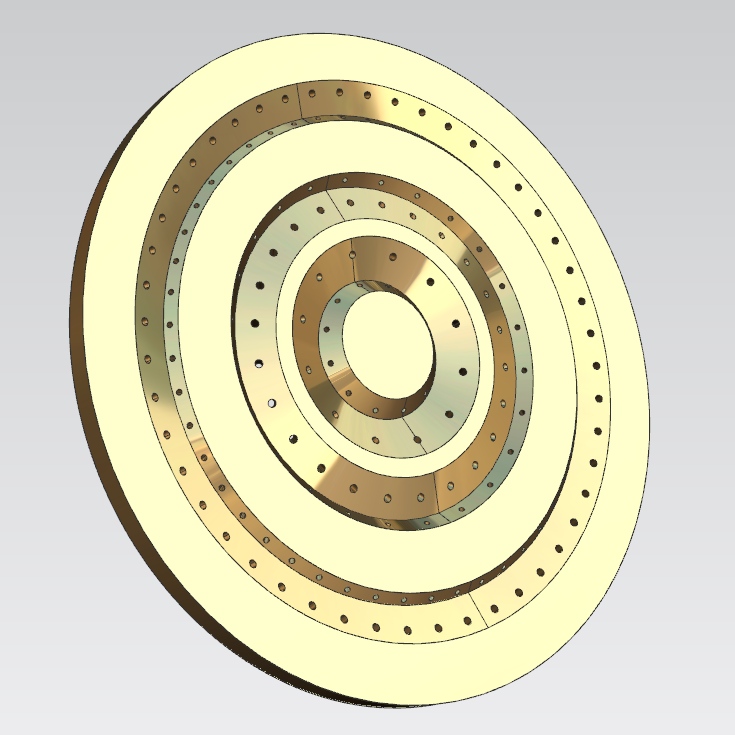
Tämä pyöreä monikerroksinen laippapohjalevy (osanumero SLY033-04-03A) on valmistettu 7075-T651 alumiiniseoksesta ja painaa 0,849 kg kappaleelta. Se toimii ytimen kannatinlevynä kemiallisen höyrypinnoituskammion (CVD) sisällä ja tukee kiekkojen sijoittelua suuressa tyhjiössä ja syklisissä lämpötilan muutoksissa. Asiakas, kotimainen puolijohdelaitteiden valmistaja, oli aiemmin kokeillut kahta muuta myymälää, joiden tuotto oli alle 60 % tasaisuuden, reiän koaksiaalisuuden ja tiivisteen uran karheuden vuoksi. He ottivat meihin yhteyttä lähetteen jälkeen.
Tärkeimmät haasteet:
Kaikki toiminnot suoritettiin DMG 5 -akselisella työstökeskuksella yhdellä kiinnityksellä, mikä eliminoi useiden asetusten kumulatiiviset virheet. Prosessin vaiheet:
Tarkastus: Zeiss CMM, karheusmittari, pyöreysmittari, lasertasomaisuusmittari. 100 % ensimmäisen tuotteen tarkastus, 15 % näytteenotto erätuotantoa varten.
| Parametri | Mitatut arvot | Vaatimus |
| Pohjan tasaisuus (5 pistettä) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (enintään 0,010) | ≤0,012 mm |
| 3 samankeskisen laipan koaksiaalisuus | max 0,006 mm | ≤0,008 mm |
| Tapin reiän asento (8 reikää) | 0,004-0,009 mm | ≤0,01 mm |
| O-renkaan uran leveys | 3,997-4,003 mm | ±0,005 mm |
| Uran pohjan tasaisuus | 0,002 mm | ≤0,003 mm |
| Kulman säde R0,8 | 0,798-0,801 mm | ±0,002 mm |
| Uran pinnan karheus | Ra 0,18 μm | ≤0,2 μm |
Asiakastulos:Ensimmäisen artikkelin hyväksymisen jälkeen asiakkaan kolmannen osapuolen laboratorio vahvisti kaikki tiedot ±0,002 mm:n sisällä raportistamme. Tyhjiökammiossa saavutettiin lopullinen paine 1 × 10⁻⁶ Pa ilman vuotoa. Tuottoprosentti nousi 58 prosentista99,2 %. Korjauskustannukset laskivat 72 %. Asennusaika yksikköä kohti lyhennetty 1,8 tunnista 0,35 tuntiin. 50 lämpösyklin (-20 °C - +120 °C) jälkeen tasaisuusmuodonmuutos oli vain 0,011 mm (verrattuna edellisen toimittajan 0,038 mm:iin). Asiakas on nyt siirtänyt meille kaikki tyhjiökammiorakenneosat 5-akseliseen koneistukseen.
14 kuukauden jatkuvan tuotannon jälkeen ei raportoitu mittavikoja. Tarjoamme 3 vuoden tarkastustietojen jäljitettävyyden ja 6 kuukauden ilmaisen korjaustakuun, joka kattaa vaatimustenvastaiset osat.
Olemme erikoistuneet samanaikaiseen 5-akseliseen jyrsintään ja sorvausjyrsintään DMG MORI-, Bumotec- ja Mori Seiki -keskuksissa käsitellessämme osia jopa 1 135 mm:n liikerataan ja 2 000 kg painoon asti karan nopeudella 60 000 rpm. 5-akseliset ominaisuudet kattavat:
Jokaisessa projektissa käytetään UG NX/Mastercam/Hypermill-ohjelmointia, täydellistä 3D-simulaatiota ja Renishaw-prosessin sisäistä luotausta. Toimitamme 98,8 %:n läpäisyprosentin ja palvelemme Fortune 500 -asiakkaita, mukaan lukien Huawei, BYD ja Mindray.
Osien, joissa on alileikkaukset, vapaamuotoiset pinnat tai tiukka koaksiaalisuus (≤0,005 mm) – kuten juoksupyörät ja tyhjiökammiot – 5-akseli eliminoi useat asetukset ja saavuttaa toleranssit, joita 3-akseli ei kestä.
Alumiini (7075, 6061), ruostumattomat teräkset, titaaniseokset, Inconel, kupariseokset, PEEK ja jalometallit – jokaiselle omat työstöradat ja jäähdytysneste.
Vakio OD ±0,005 mm, ID ±0,01 mm, koaksiaalisuus ≤ 0,01 mm ja asennon toleranssi ≤ 0,01 mm; tarkastettu Zeiss CMM:llä ja laserinterferometreillä.
Jännitystä vähentävä hehkutus, mukautettu tyhjiökiinnitys, kerrosleikkaus (syvyys ≤ 0,15 mm) ja symmetriset työstöradat – tasaisuuden säilyttäminen 0,010 mm:n sisällä jopa 300 mm:n jännevälillä.
100 % ensimmäisen tuotteen CMM-tarkastus, 15 % eränäytteenotto ja täysimittainen raportti jokaisen lähetyksen mukana – tietueita säilytetään 18 kuukautta.
Tyypillisesti 3--20 päivää riippuen monimutkaisuudesta ja määrästä; kiireelliset prototyypit voidaan nopeuttaa 5--7 työpäivään.


Osoite
Guangmingin alue, Shenzhen City, Guangdongin maakunta, Kiina
Puh
Sähköposti








